Complete Rum Production Solution: Let’s introduce more from Raw Materials, Process to Distillery Equipment. Rum is one of the world’s most iconic distilled spirits, celebrated for its rich aroma, tropical character, sweetness, and production diversity. From light white rum to dark aged rum, spiced rum, agricole rum, and premium craft expressions, rum production offers enormous opportunities for distilleries worldwide.
However, producing high-quality rum requires more than a standard distillation setup. Different rum styles demand special fermentation strategies, customized distillation design, precise process control, and suitable equipment configurations.
TIANTAI Distillation Special Design for Rum provides a complete engineering solution for rum producers — covering raw material handling, fermentation, distillation, cooling, aging, and storage systems.
1. Understanding Rum: What is Rum Made From?
Unlike whisky, vodka, or grain spirits, rum is primarily produced from sugarcane-derived raw materials. The choice of raw material significantly influences flavor, aroma complexity, fermentation performance, and final spirit style.
Common Rum Raw Materials
Sugarcane Molasses
Molasses is the most widely used raw material in global rum production. It is a viscous byproduct generated during sugar manufacturing.
Characteristics:
✔ High fermentable sugar content
✔ Cost-effective raw material source
✔ Strong caramelized flavor contribution
✔ Rich mineral and nutrient composition
Typical sugar content: 45–60% fermentable sugars
Common rum styles:
- Dark rum
- Gold rum
- Industrial rum
- Spiced rum
- Aged rum
Fresh Sugarcane Juice
Fresh sugarcane juice is mainly used for Rhum Agricole production.
Characteristics:
✔ Fresh grassy aroma
✔ Bright vegetal character
✔ Complex natural sugar profile
✔ Premium craft positioning
Challenges:
- Short shelf life
- Rapid microbial contamination
- Requires fast processing after extraction
Sugar Syrup / Cane Syrup
Some producers use concentrated sugar syrup or cane syrup.
Advantages:
✔ Easier storage
✔ Stable sugar concentration
✔ Simplified handling
Suitable for:
- Craft distilleries
- Experimental rum production
- Specialty flavor development
Raw Material Pretreatment
Before fermentation, rum substrates often require preparation:
- Sugar concentration adjustment
- Dilution control
- pH adjustment
- Nutrient supplementation
- Clarification (optional)
TIANTAI can customize feed preparation systems according to your selected rum raw material.

2. Rum Production Process Introduction
High-quality rum production involves several critical production stages.
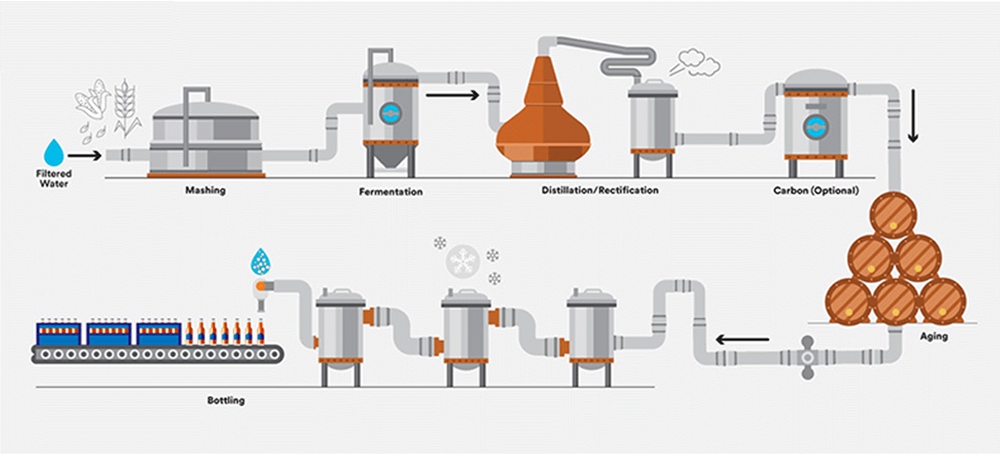
Typical process flow:
Raw Material Preparation → Fermentation → Distillation → Cooling → Storage / Aging → Blending / Bottling
Each stage influences the final rum profile.
Step 1 — Mash / Wash Preparation
The first stage is preparing fermentable liquid.
For molasses-based rum, producers usually perform:
Molasses Dilution
Molasses viscosity is high.
Water dilution is required to obtain suitable fermentation conditions.
Typical sugar concentration: 15–22° Brix
Nutrient Addition
Although molasses contains minerals, yeast often needs supplementation.
Common additions:
- Nitrogen source
- Phosphates
- Trace minerals
- Yeast nutrients
Proper nutrition improves:
✔ Fermentation speed
✔ Alcohol yield
✔ Aroma development
pH Adjustment
Typical rum fermentation pH: 4.5–5.5
Controlled acidity helps:
- Support yeast performance
- Suppress bacterial contamination
- Improve fermentation stability

3. Rum Fermentation Technology
Fermentation is one of the most critical stages in rum flavor development. Rum producers may intentionally encourage specific ester, fruity, or funky flavor compounds during fermentation.
Rum Fermentation Characteristics
Compared with grain alcohol fermentation, rum fermentation often features:
✔ Higher ester formation
✔ Longer fermentation cycles
✔ Complex microbial influence
✔ Strong aroma generation

Yeast Selection
Yeast selection directly shapes rum character.
Common options: Distiller’s Yeast
Advantages:
- Strong alcohol tolerance
- High fermentation efficiency
- Stable performance
Suitable for:
- Commercial rum production
- High alcohol yield
Specialty Rum Yeast
Designed for enhanced ester production.
Can generate:
- Tropical fruit notes
- Banana aroma
- Pineapple esters
- Complex aromatic profile
Suitable for:
- Craft rum
- Premium aged rum
- Flavor-driven products
Fermentation Conditions
Typical parameters:
Fermentation temperature: 28–35°C
Fermentation duration: 2–10 days
Final alcohol wash: 6–12% ABV
Some traditional rum styles may use:
- Extended fermentation
- Dunder recycling
- Wild yeast influence
These techniques contribute to deeper flavor complexity.
4. TIANTAI Rum Fermentation Equipment Design
Rum fermentation presents unique engineering challenges.
Molasses fermentation can create:
- High foaming
- Sticky residue
- High viscosity
- Heavy cleaning requirements
TIANTAI fermentation tanks are specially designed to handle these conditions.
Key Features
Food-Grade Stainless Steel Construction
Available materials:
- SUS304
- SUS316L
Cooling Jacket Design
Rum fermentation generates substantial heat. Cooling control helps maintain yeast stability and aroma consistency.
Cooling options:
✔ Dimple jacket
✔ Glycol cooling jacket
✔ Zone temperature control
Heavy-Duty Cleaning Design
Molasses residue demands effective sanitation.
Optional configurations:
- CIP spray ball
- Manway access
- Bottom cleaning outlet
- Automatic cleaning compatibility
Agitation Options
Available according to process needs.
Suitable for:
- Molasses homogenization
- Nutrient mixing
- Temperature balancing

5. TIANTAI Special Distillation Design for Rum
Distillation is the core of rum character development.
Different distillation systems create dramatically different flavor outcomes.
TIANTAI offers customized rum distillation solutions.
Pot Still Rum Distillation
Traditional choice for:
- Craft rum
- Premium rum
- Heavy-bodied rum
- Ester-rich rum
Advantages:
✔ Strong flavor retention
✔ Complex aromatic profile
✔ Traditional production style
Available heating options:
- Steam heating
- Electric heating
- Direct fire heating

Hybrid Rum Distillation System
Combines:
- Pot still
- Rectification column
- Dephlegmator
- Reflux control
Suitable for:
- Medium-bodied rum
- White rum
- Multi-style production
Benefits:
✔ Flexible purity adjustment
✔ Better flavor control
✔ Multi-product capability
Continuous Rum Distillation System
Designed for large-scale operations.
Suitable for:
- Industrial rum production
- High-volume facilities
- Neutral or light rum production
Advantages:
✔ High efficiency
✔ Continuous operation
✔ Stable quality
✔ Reduced labor requirement
TIANTAI Rum Special Design Features
Rum production often requires unique engineering considerations.
TIANTAI can integrate:
Anti-Scorch Distillation Design
Molasses solids may cause burning.
Solutions include:
✔ Steam jacket heating
✔ Steam internal coil heating
✔ Agitated kettle design
Copper Contact Options
Copper interaction improves sulfur removal.
Available designs:
- Copper column section
- Copper helmet
- Copper bubble plates
- Copper catalyst packing
Aroma Control System
Precise reflux and vapor management enhance flavor consistency.

6. Cooling, Condensation & Alcohol Recovery System
Efficient condensation is essential during distillation.
TIANTAI cooling solutions include:
- Shell-and-tube condenser
- Plate heat exchanger
- Glycol chiller
- Cooling tower system
Benefits:
✔ Stable condensation performance
✔ Reduced water consumption
✔ Energy efficiency
7. Rum Aging & Storage System
Many rum styles develop their signature profile through maturation.
Common aging methods:
- Oak barrel aging
- Charred barrel maturation
- Stainless blending tanks
- Wood chip aging experiments
TIANTAI offers:
Aging Tanks
Configurations:
✔ Stainless steel tanks
✔ Jacketed storage tanks
✔ Mixing tanks
✔ Proofing tanks
Barrel Handling Solutions
Optional support systems:
- Barrel racks
- Transfer pumps
- Barrel filling systems
8. Why Choose TIANTAI Rum Distillation Solution?
TIANTAI delivers a complete project solution rather than standalone equipment.
Our service includes:
✔ Process engineering design
✔ Rum-specific distillation customization
✔ Utility planning
✔ Layout design
✔ Installation guidance
✔ Commissioning support
✔ Technical training
✔ Long-term after-sales service
Suitable for:
- Craft rum distilleries
- Commercial rum producers
- Molasses alcohol plants
- Premium aged rum projects
- Agricultural sugarcane distilleries
Build Your Rum Distillery with TIANTAI
Whether you plan to produce traditional molasses rum, agricole rum, white rum, dark rum, or premium barrel-aged craft rum, choosing the right equipment design is critical for flavor, efficiency, and long-term operational success.
TIANTAI combines distillation engineering expertise, customized stainless-steel manufacturing, and rum-specific process understanding to help clients build reliable, scalable rum production facilities. From small craft distilleries to industrial rum plants, TIANTAI can tailor a complete rum production solution to your capacity, raw material, and product style requirements.
TIANTAI — Customized Distillation Solutions for Rum Producers Worldwide.
Daisy: [email protected]

