Alors que la demande mondiale de kombucha continue d'augmenter, les producteurs sont confrontés à un défi majeur : comment assurer la stabilité microbiologique tout en préservant la saveur, la carbonatation et les propriétés fonctionnelles qui définissent le produit. Pour les opérations à grande échelle utilisant des bouteilles en PET, la pasteurisation en tunnel est devenue l'une des solutions les plus fiables et les plus évolutives.
Cet article présente une vue d'ensemble de la pasteurisation en tunnel pour le kombucha conditionné en bouteilles PET, y compris les principes du processus, le contrôle de la température, les considérations relatives à la sécurité du produit et les meilleures pratiques en matière d'ingénierie.
1. Pourquoi pasteuriser le kombucha après l'embouteillage PET ?
Le kombucha est une boisson fermentée produite par la fermentation de thé sucré avec une SCOBY (culture symbiotique de bactéries et de levures). Même après la fermentation primaire, des levures et des bactéries résiduelles restent actives dans la boisson finie.
Si le kombucha est mis en bouteille sans stabilisation, plusieurs problèmes peuvent survenir : Poursuite de la fermentation dans l'emballage, production excessive de CO₂, sur-carbonatation et déformation des bouteilles, dérive des arômes, augmentation de l'alcool au-delà des limites légales, instabilité microbienne pendant la distribution.
Pour l'emballage des bouteilles en PET, cela devient particulièrement critique car la résistance à la chaleur et la solidité structurelle du PET sont inférieures à celles du verre.
La pasteurisation en tunnel offre un moyen contrôlé de stabiliser le produit après le remplissage et le scellage, garantissant ainsi une durée de conservation et une sécurité constantes.
2. Qu'est-ce qu'un pasteurisateur à tunnel ?
Un pasteurisateur à tunnel est un système de traitement thermique continu utilisé après la mise en bouteille. Les bouteilles scellées traversent plusieurs zones de pulvérisation à température contrôlée à l'intérieur d'une longue chambre en acier inoxydable.
Contrairement à la pasteurisation flash (qui chauffe le produit avant le remplissage), la pasteurisation en tunnel traite la boisson à l'intérieur du récipient final scellé.
Le système comprend généralement des zones de préchauffage, des zones de chauffage, des zones de maintien, des zones de refroidissement, des pompes de recirculation de l'eau, des échangeurs de chaleur, des capteurs de température, un système de convoyage.
Cette étape garantit que tous les micro-organismes présents à l'intérieur de la bouteille scellée sont réduits à des niveaux sûrs.

3. Unités de pasteurisation (UP) dans le traitement du kombucha
L'efficacité de la pasteurisation en tunnel est mesurée en unités de pasteurisation (UP).
1 PU = maintien du produit à 60°C pendant 1 minute.
Pour le kombucha, les valeurs cibles typiques se situent entre : 5-15 PU pour une stabilisation légère, 15-30 PU pour une stabilité totale.
L'objectif exact en matière de PU dépend des éléments suivants : nombre de levures résiduelles, durée de conservation souhaitée, exigences en matière de contrôle de l'alcool, conditions de température de distribution, étiquetage du produit “brut” ou “pasteurisé”.
La plupart des kombuchas commerciaux de longue conservation en bouteilles PET ont une durée de vie de 15 à 25 PU.
4. Profil typique de température de pasteurisation en tunnel pour les bouteilles en PET
Les bouteilles en PET doivent être chauffées et refroidies progressivement pour éviter leur déformation ou leur effondrement.
Une courbe de température typique peut se présenter comme suit :
Zone de préchauffage : 30-40°C pendant 3-5 minutes
Objectif : Prévenir les chocs thermiques
Zone de chauffage : 55-65°C pendant 5-10 minutes
La température à cœur du produit augmente progressivement
Zone de maintien : 60-62°C exposition équivalente
Atteindre la PU requise
Zone de refroidissement 1 : 40-45°C
Zone de refroidissement 2 : 25-30°C
Température finale de sortie de la bouteille : Environ 30°C
Les changements brusques de température doivent être évités, car les bouteilles en PET se ramollissent à des températures élevées (généralement supérieures à 70 °C).
5. Considérations particulières pour le kombucha en bouteille PET
5.1 Résistance des bouteilles
Le kombucha gazéifié en PET nécessite des bouteilles résistantes à la pression. L'exposition à la chaleur combinée à la pression interne du CO₂ peut déformer les récipients fragiles.
Recommandé : Conception en PET résistant à la chaleur, épaisseur de paroi adéquate, pression nominale pour 2,0-3,0 volumes de CO₂.
5.2 Contrôle de la carbonatation avant la pasteurisation
Avant d'entrer dans le tunnel : Les niveaux de CO₂ doivent être stables, la fermentation résiduelle doit être prévisible, l'oxygène dissous doit être réduit au minimum.
L'activité excessive de la levure pendant le chauffage peut augmenter la pression interne. C'est pourquoi de nombreux producteurs procèdent à une légère filtration avant le remplissage afin de réduire la charge de levure.
5.3 Gestion de l'alcool
Sur des marchés comme celui des États-Unis, le kombucha doit rester inférieur à 0,5% ABV pour être considéré comme non alcoolisé.
Si le kombucha n'est pas pasteurisé, la fermentation continue pendant le stockage peut augmenter le taux d'alcool.
La pasteurisation en tunnel stoppe l'activité des levures, ce qui permet aux producteurs de rester en conformité avec les autorités réglementaires telles que la Food and Drug Administration (FDA) des États-Unis.
6. Sécurité microbiologique du kombucha
Bien que le kombucha soit acide (pH typique de 2,8 à 3,5), il peut encore contenir : levure sauvage, bactéries d'acide acétique, bactéries d'acide lactique, contamination de l'environnement de remplissage.
La pasteurisation en tunnel garantit L'inactivation des levures, l'arrêt de la fermentation, l'allongement de la durée de conservation, la réduction des rappels de produits.
Pour la distribution commerciale sur de longues distances et dans les climats chauds, la pasteurisation est fortement recommandée.
7. Avantages de la pasteurisation en tunnel pour le kombucha en bouteilles PET
- Sécurité de l'emballage final : Les bouteilles étant scellées avant la pasteurisation, aucune contamination ne peut se produire après le processus.
- Stabilité au stockage : Les produits peuvent être conservés à température ambiante sans refermentation.
- Contrôle de l'alcool : La fermentation est stoppée, ce qui empêche l'augmentation de la teneur en alcool.
- Réduction du risque d'explosion des bouteilles : en éliminant l'activité des levures, la pression reste stable.
- Adapté à la production de grands volumes : Les pasteurisateurs à tunnel peuvent être conçus pour : 3 000 bouteilles/heure ; 6 000 bouteilles/heure ; 10 000 bouteilles/heure et plus.
8. Considérations relatives à la conception technique
Lors de la conception d'un pasteurisateur à tunnel pour le kombucha, il convient de prendre en compte les éléments suivants : Capacité de production, adapter la vitesse du convoyeur à la production de la ligne de remplissage.
Taille de la bouteille
Formats PET courants : 250 ml, 330 ml, 500 ml, 1 L
Consommation d'eau
Le système comprend la recirculation de l'eau de pulvérisation avec récupération de chaleur.
Besoin en vapeur
Chauffage à la vapeur au moyen d'échangeurs de chaleur à plaques.
Système de contrôle PLC automatisé avec : Enregistrement de la température, calcul du PU, système d'alarme, cycle de nettoyage CIP.

9. Comparaison : Pasteurisation en tunnel et pasteurisation flash
| Objet | Pasteurisation en tunnel | Pasteurisation flash |
| Emplacement du processus | Après le remplissage | Avant le remplissage |
| Traitement des paquets | Oui | Non |
| Risque de contamination | Faible | Moyen |
| Convient pour le PET | Oui | Oui |
| Coût de l'équipement | Plus élevé | Modéré |
| Impact sur la saveur | Léger | Léger |
La pasteurisation en tunnel est souvent préférée lorsque : La stabilité des produits en rayon est requise, les marchés d'exportation sont ciblés, la conformité à la législation sur l'alcool est essentielle.
La pasteurisation flash peut être choisie lorsque : La commercialisation de cultures vivantes n'est pas nécessaire, l'environnement de remplissage est ultra-hygiénique.
10. La pasteurisation en tunnel détruit-elle les probiotiques ?
La pasteurisation en tunnel inactive la plupart des cultures vivantes.
Si une marque commercialise du kombucha “cru” ou “contenant des probiotiques vivants”, la pasteurisation en tunnel n'est pas appropriée.
Cependant, de nombreuses grandes marques commerciales de kombucha préfèrent la stabilité aux cultures vivantes et peuvent ajouter des probiotiques après la pasteurisation dans des formats contrôlés.
11. Défis opérationnels communs
Déformation de la bouteille
Causé par : un chauffage excessif, une structure PET faible, une pression interne élevée.
Solution : Augmentation progressive de la température et bouteilles à pression.
La pasteurisation à outrance
Un taux de PU trop élevé peut entraîner Perte d'arôme, assombrissement de la couleur, réduction de l'arôme du thé.
Solution : Calcul précis des PU et enregistrement des données.
Chauffage inégal dû à : Pression de pulvérisation incorrecte, mauvaise circulation de l'eau, mauvais alignement du convoyeur.
Solution : Validation technique et cartographie des températures.
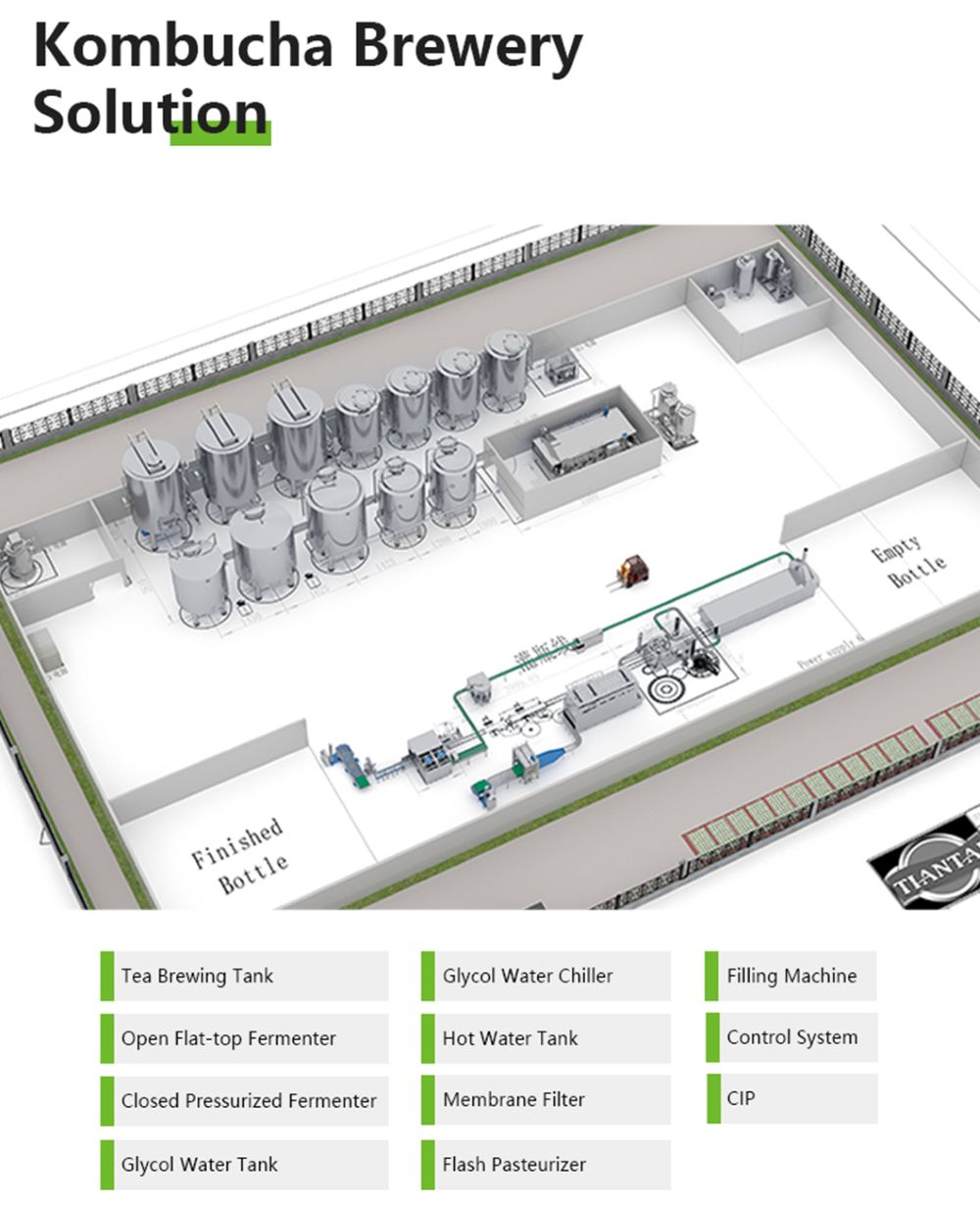
12. Flux de processus recommandé pour le kombucha PET avec pasteurisation en tunnel
Extraction du thé
Dissolution du sucre
Fermentation
Maturation
Filtration (en option)
Ajustement de la carbonatation
Remplissage de bouteilles PET
Plafonnement
Pasteurisation en tunnel
Refroidissement
Étiquetage
Emballage
Cette configuration garantit l'homogénéité du produit et sa longue durée de conservation.
13. Considérations relatives au développement durable
Les pasteurisateurs tunnels modernes sont conçus avec : Systèmes de récupération de la chaleur, réutilisation de l'eau à plusieurs niveaux, chambres isolées, pompes à entraînement à fréquence variable, buses de pulvérisation à faible consommation d'énergie.
L'optimisation énergétique permet de réduire considérablement les coûts d'exploitation des usines de kombucha de grande capacité.
14. Comment choisir le bon pasteurisateur à tunnel pour le kombucha ?
Lors de la planification d'un projet, les producteurs doivent définir Le volume de production quotidien, la taille et la forme des bouteilles, la valeur PU requise, l'environnement de distribution, le niveau de carbonatation, les exigences réglementaires, la capacité de vapeur et d'eau disponible, l'espace au sol.
Un pasteurisateur à tunnel correctement conçu garantit des produits kombucha sûrs, stables et conformes tout en protégeant l'intégrité de l'emballage PET.
La pasteurisation en tunnel est devenue une technologie de base pour les producteurs commerciaux de kombucha utilisant des bouteilles en PET. En contrôlant soigneusement les profils de température et les unités de pasteurisation, les fabricants peuvent arrêter la fermentation, maintenir la conformité à l'alcool, empêcher la déformation des bouteilles et garantir la stabilité des produits en rayon.
Tout en éliminant les cultures vivantes, il offre la fiabilité opérationnelle nécessaire à la distribution à grande échelle.
Pour les marques de kombucha en expansion qui visent les marchés nationaux ou internationaux, investir dans un système de pasteurisation à tunnel bien conçu n'est pas seulement une option, c'est une décision stratégique pour l'assurance de la qualité et la protection à long terme de la marque.
Si vous prévoyez une nouvelle ligne de production de kombucha ou la modernisation d'un système de remplissage PET existant, la pasteurisation en tunnel doit être considérée comme une étape de stabilisation critique dans la conception de votre processus.



Édité par Daisy
[email protected]

