A medida que la demanda mundial de kombucha sigue aumentando, los productores se enfrentan a un reto crítico: cómo garantizar la estabilidad microbiológica preservando al mismo tiempo el sabor, la carbonatación y las propiedades funcionales que definen el producto. Para las operaciones a gran escala que utilizan botellas de PET, la pasteurización en túnel se ha convertido en una de las soluciones más fiables y escalables.
Este artículo ofrece una visión general de la pasteurización en túnel para kombucha envasada en botellas de PET, incluidos los principios del proceso, el control de la temperatura, las consideraciones de seguridad del producto y las mejores prácticas de ingeniería.
1. ¿Por qué pasteurizar el kombucha después de embotellarlo en PET?
La kombucha es una bebida de té fermentada que se obtiene fermentando té azucarado con un SCOBY (cultivo simbiótico de bacterias y levaduras). Incluso después de la fermentación primaria, la levadura y las bacterias residuales permanecen activas en la bebida terminada.
Si el kombucha se envasa en botellas sin estabilizar, pueden surgir varios problemas: Fermentación continuada en el envase, Producción excesiva de CO₂, Sobrecarbonatación y deformación de la botella, Desviación del sabor, Aumento del alcohol por encima de los límites legales, Inestabilidad microbiana durante la distribución.
En el caso de los envases de botellas de PET, esto resulta especialmente crítico porque el PET tiene una resistencia térmica y una solidez estructural inferiores a las del vidrio.
La pasteurización en túnel ofrece una forma controlada de estabilizar el producto tras el llenado y el sellado, garantizando una vida útil y una seguridad constantes.
2. ¿Qué es un pasteurizador de túnel?
Un pasteurizador de túnel es un sistema de tratamiento térmico continuo que se utiliza después del embotellado. Las botellas selladas pasan por varias zonas de pulverización a temperatura controlada dentro de una larga cámara de acero inoxidable.
A diferencia de la pasteurización flash (que calienta el producto antes de llenarlo), la pasteurización en túnel trata la bebida dentro del envase final sellado.
El sistema suele incluir: Zonas de precalentamiento, zonas de calentamiento, zonas de mantenimiento, zonas de enfriamiento, bombas de recirculación de agua, intercambiadores de calor, sensores de temperatura, sistema de transporte.
Este paso garantiza que todos los microorganismos del interior de la botella sellada se reduzcan a niveles seguros.

3. Unidades de pasteurización (UP) en la elaboración de Kombucha
La eficacia de la pasteurización en túnel se mide en Unidades de Pasteurización (UP).
1 PU = mantener el producto a 60°C durante 1 minuto.
Para la kombucha, los valores típicos oscilan entre: 5-15 PU para una estabilización leve, 15-30 PU para una estabilidad total.
El objetivo exacto de PU depende de: el recuento residual de levaduras, el tiempo de conservación deseado, los requisitos de control del alcohol, las condiciones de temperatura de distribución y si el producto lleva la etiqueta de “crudo” o “pasteurizado”.
La mayor parte de la kombucha comercial estable en botellas de PET tiene entre 15 y 25 PU.
4. Perfil típico de temperatura de pasteurización en túnel para botellas de PET
Las botellas de PET requieren un calentamiento y enfriamiento graduales para evitar su deformación o colapso.
Una curva de temperatura típica puede tener este aspecto:
Zona de precalentamiento: 30-40°C durante 3-5 minutos
Finalidad: Prevenir el choque térmico
Zona de calentamiento: 55-65°C durante 5-10 minutos
La temperatura central del producto aumenta gradualmente
Zona de mantenimiento:60-62°C de exposición equivalente
Alcanzar la PU requerida
Zona de refrigeración 1: 40-45°C
Zona de enfriamiento 2: 25-30°C
Temperatura final de salida de la botella: Aproximadamente 30°C
Deben evitarse los cambios bruscos de temperatura, ya que las botellas de PET se reblandecen a altas temperaturas (normalmente por encima de 70°C).
5. Consideraciones especiales para el kombucha en botella PET
5.1 Resistencia de la botella
La kombucha carbonatada en PET requiere botellas resistentes a la presión. La exposición al calor combinada con la presión interna del CO₂ puede deformar los envases débiles.
Recomendado: Diseño PET resistente al calor, Espesor de pared adecuado, Presión nominal para 2,0-3,0 volúmenes de CO₂.
5.2Control de la carbonatación antes de la pasteurización
Antes de entrar en el túnel: Los niveles de CO₂ deben ser estables, La fermentación residual debe ser predecible, El oxígeno disuelto debe minimizarse.
El exceso de actividad de la levadura durante el calentamiento puede aumentar la presión interna. Por ello, muchos productores realizan una ligera filtración antes del llenado para reducir la carga de levadura.
5.3 Gestión del alcohol
En mercados como el de Estados Unidos, la kombucha debe mantenerse por debajo de 0,5% ABV para ser considerada no alcohólica.
Si la kombucha no se pasteuriza, la fermentación continuada durante el almacenamiento puede aumentar el alcohol.
La pasteurización en túnel detiene la actividad de la levadura, lo que ayuda a los productores a cumplir las normas de autoridades reguladoras como la Administración de Alimentos y Medicamentos de EE.UU. (FDA).
6. Seguridad microbiológica en el Kombucha
Aunque la kombucha es ácida (pH típico 2,8-3,5), puede contener: Levadura salvaje, Bacterias acéticas, Bacterias lácticas, Contaminación del entorno de llenado.
La pasteurización en túnel garantiza: La inactivación de la levadura, la detención de la fermentación, la prolongación de la vida útil y la reducción de las retiradas de productos.
Para la distribución comercial a larga distancia y en climas cálidos, se recomienda encarecidamente la pasteurización.
7. Ventajas de la pasteurización en túnel para kombucha en botellas de PET
- Seguridad del envase final: Dado que las botellas se sellan antes de la pasteurización, no puede producirse contaminación posterior al proceso.
- Estabilidad: Los productos pueden almacenarse a temperatura ambiente sin refermentación.
- Control del alcohol: Se detiene la fermentación, evitando el aumento del ABV.
- Reducción del riesgo de explosión de las botellas: Al eliminar la actividad de la levadura, la presión se mantiene estable.
- Adecuados para grandes volúmenes de producción: Los pasteurizadores de túnel pueden diseñarse para: 3.000 botellas/hora; 6.000 botellas/hora; 10.000+ botellas/hora
8. Consideraciones sobre el diseño técnico
Al diseñar un pasteurizador de túnel para kombucha, tenga en cuenta: Capacidad de producción, Hacer coincidir la velocidad del transportador con la salida de la línea de llenado.
Tamaño de la botella
Tamaños de PET habituales: 250 ml, 330 ml, 500 ml, 1 L
Consumo de agua
El sistema incluye agua de pulverización recirculada con recuperación de calor.
Necesidad de vapor
Calentamiento de vapor mediante intercambiadores de calor de placas.
Automatización Sistema de control PLC con: Registro de temperatura, cálculo de PU, sistema de alarma, ciclo de limpieza CIP.

9. Comparación: Pasteurización en túnel frente a pasteurización flash
| Artículo | Pasteurización en túnel | Pasteurización flash |
| Localización del proceso | Después de rellenar | Antes de rellenar |
| Paquete de tratamiento | Sí | No |
| Riesgo de contaminación | Bajo | Medio |
| Apto para PET | Sí | Sí |
| Coste del equipo | Más alto | Moderado |
| Impacto del sabor | Leve | Leve |
La pasteurización en túnel suele preferirse cuando: Se requiere estabilidad en los estantes, se pretende exportar, el cumplimiento de las normas de alcohol es crítico.
La pasteurización flash puede elegirse cuando: No se requiere la comercialización de cultivos vivos, El entorno de llenado es ultra higiénico.
10. ¿La pasteurización en túnel destruye los probióticos?
Sí. La pasteurización en túnel inactiva la mayoría de los cultivos vivos.
Si una marca comercializa la kombucha como “cruda” o “contiene probióticos vivos”, la pasteurización en túnel no es adecuada.
Sin embargo, muchas grandes marcas comerciales de kombucha prefieren la estabilidad a los cultivos vivos y pueden añadir probióticos tras la pasteurización en formatos controlados.
11. Retos operativos comunes
Deformación de la botella
Causado por: Calentamiento excesivo, Estructura PET débil, Alta presión interna.
Solución: Aumento gradual de la temperatura y botellas a presión.
Sobrepasteurización
Un PU demasiado alto puede causar: Pérdida de sabor, oscurecimiento del color, reducción del aroma del té
Solución: Cálculo preciso de las UP y registro de datos.
Calentamiento desigual debido a: Presión de pulverización incorrecta, Mala circulación del agua, Desalineación del transportador
Solución: Validación de ingeniería y mapeo de temperaturas.
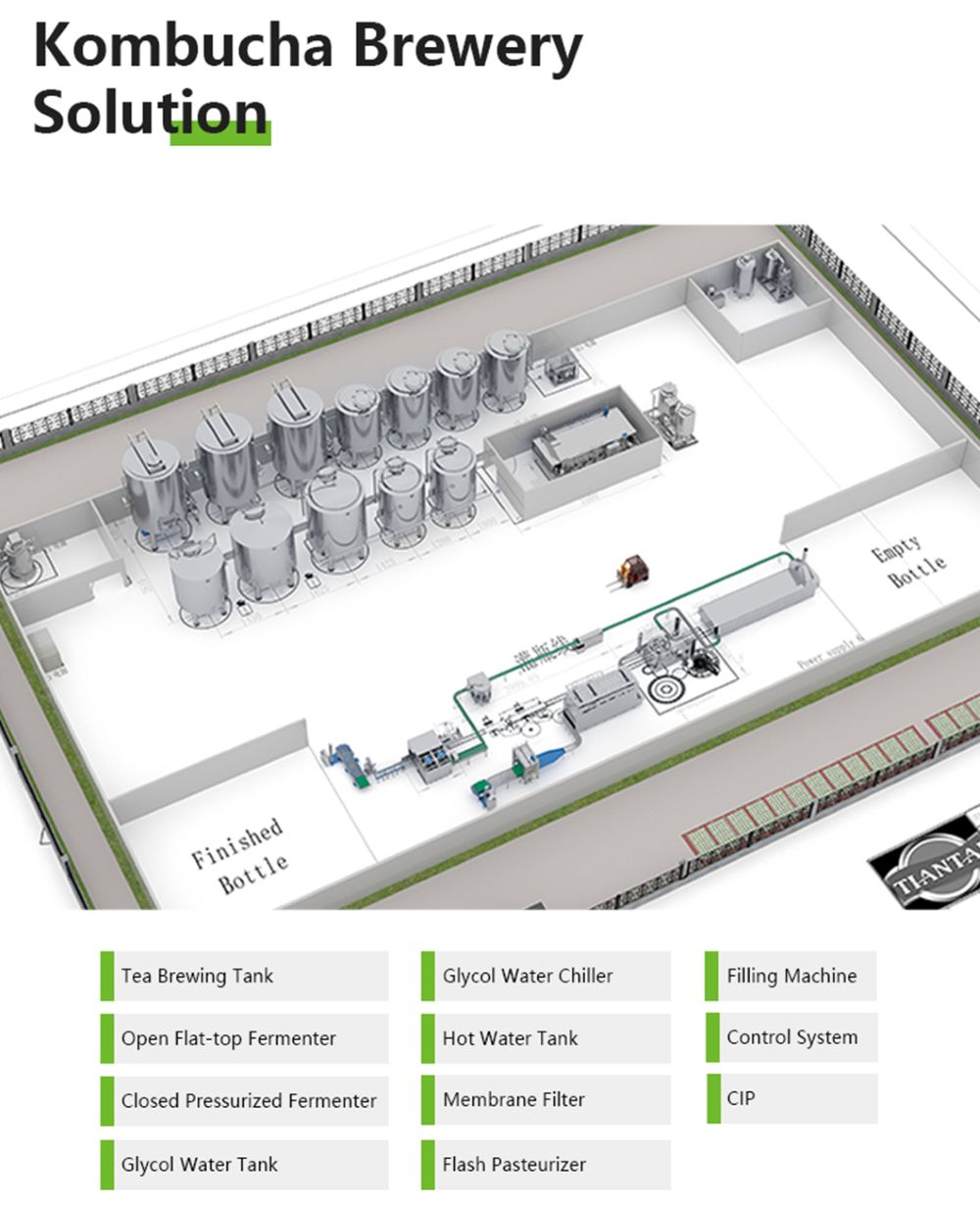
12. Flujo de proceso recomendado para PET Kombucha con pasteurización en túnel
Extracción de té
Disolución del azúcar
Fermentación
Maduración
Filtración (opcional)
Ajuste de la carbonatación
Llenado de botellas PET
Tapado
Pasteurización en túnel
Refrigeración
Etiquetado
Embalaje
Esta configuración garantiza la consistencia del producto y una larga vida útil.
13. 13. Consideraciones sobre sostenibilidad
Los pasteurizadores de túnel modernos están diseñados con: Sistemas de recuperación de calor, Reutilización del agua en varias etapas, Cámaras aisladas, Bombas de accionamiento de frecuencia variable, Boquillas de pulverización de bajo consumo.
La optimización energética reduce significativamente los costes operativos en las plantas de kombucha de gran capacidad.
14. ¿Cómo seleccionar el pasteurizador de túnel adecuado para Kombucha?
Al planificar un proyecto, los productores deben definir: Volumen de producción diario, Tamaño y forma de la botella, Valor de PU requerido, Entorno de distribución, Nivel de carbonatación, Requisitos reglamentarios, Capacidad de vapor y agua disponible, Espacio en planta.
Un pasteurizador de túnel correctamente diseñado garantiza productos de kombucha seguros, estables y conformes a las normas, al tiempo que protege la integridad del envase de PET.
La pasteurización en túnel se ha convertido en una tecnología fundamental para los productores comerciales de kombucha que utilizan botellas de PET. Controlando cuidadosamente los perfiles de temperatura y las unidades de pasteurización, los fabricantes pueden detener la fermentación, mantener el grado de alcohol, evitar la deformación de la botella y garantizar la estabilidad en el lineal.
Aunque elimina los cultivos vivos, proporciona la fiabilidad operativa necesaria para la distribución a gran escala.
Para las marcas de kombucha en expansión que se dirigen a mercados nacionales o internacionales, invertir en un sistema de pasteurización en túnel correctamente diseñado no es sólo una opción, sino una decisión estratégica para garantizar la calidad y proteger la marca a largo plazo.
Si está planificando una nueva línea de producción de kombucha o actualizando un sistema de llenado de PET existente, la pasteurización en túnel debe evaluarse como un paso de estabilización crítico en el diseño de su proceso.



Editado por Daisy
[email protected]

