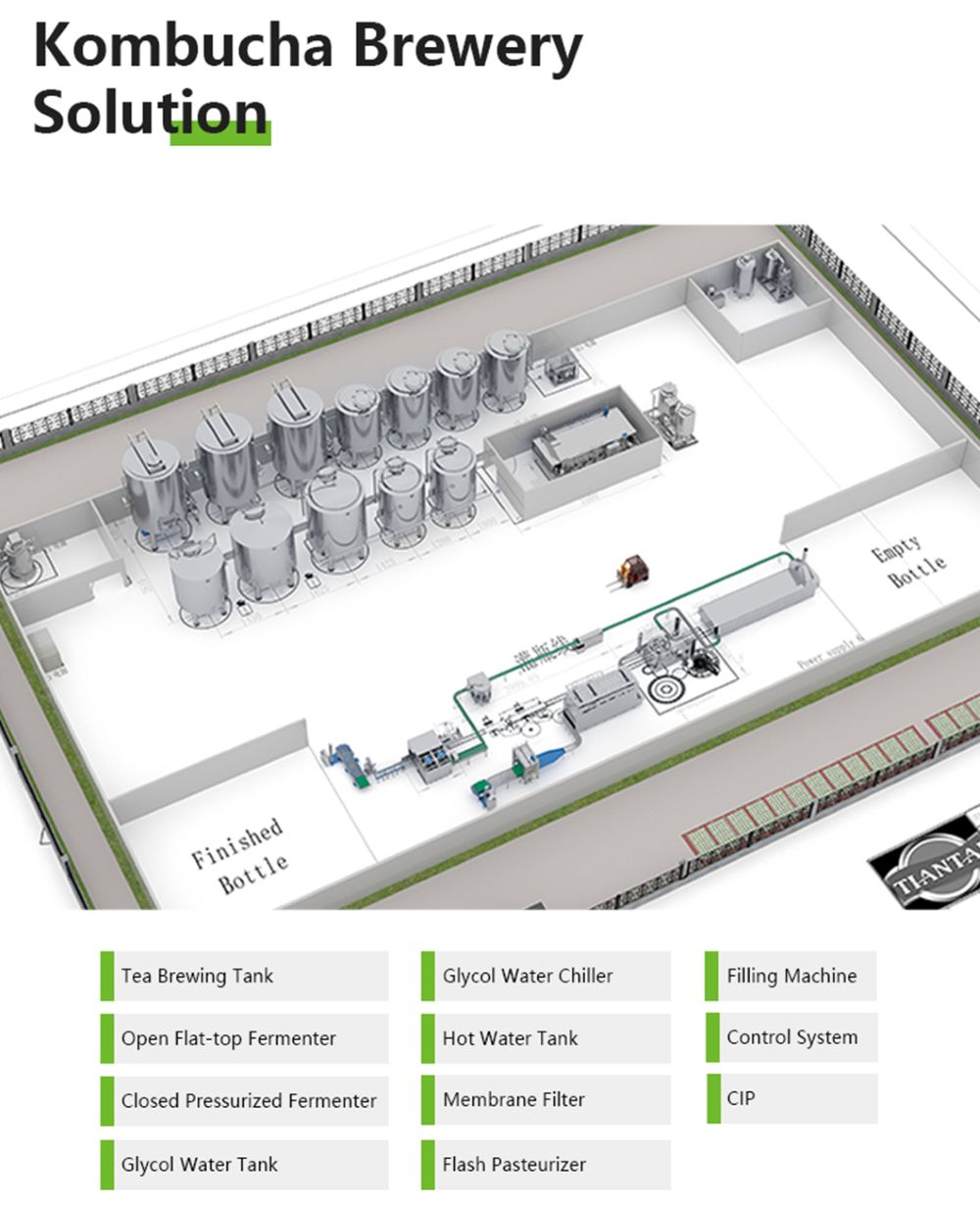
コンブチャの世界的な需要が高まり続ける中、生産者は、風味、炭酸、そして製品の特徴である機能的特性を保ちながら、いかにして微生物学的安定性を確保するかという重大な課題に直面している。PETボトルを使用する大規模な事業では、トンネル低温殺菌が最も信頼性が高く、拡張性のあるソリューションのひとつとなっている。.
この記事では、PETボトルに充填されたコンブチャのトンネル低温殺菌について、プロセスの原理、温度管理、製品安全への配慮、エンジニアリングのベストプラクティスなど、包括的な概要を説明する。.
1.なぜコンブチャをペットボトル詰め後に低温殺菌するのか?
コンブチャは、加糖茶をSCOBY(細菌と酵母の共生培養物)で発酵させた発酵茶飲料である。一次発酵の後でも、酵母とバクテリアは活性のまま残っている。.
コンブチャが安定化されずにボトルに充填された場合、いくつかの問題が発生する可能性がある:パッケージ内での発酵の継続、過剰なCO₂の発生、過炭酸とボトルの変形、フレーバードリフト、法定限度を超えるアルコールの増加、流通中の微生物の不安定性。.
PETボトル包装の場合、PETはガラスに比べて耐熱性や構造強度が低いため、これは特に重要になる。.
トンネル低温殺菌は、充填・密封後の製品を安定させ、安定した賞味期限と安全性を確保する管理された方法を提供する。.
2.トンネル式殺菌機とは?
トンネル式低温殺菌機は、瓶詰め後に使用される連続熱処理システムである。密封されたボトルは、ステンレス製の長いチャンバー内の複数の温度制御されたスプレーゾーンを通過します。.
瞬間殺菌(充填前に製品を加熱する)とは異なり、トンネル殺菌は最終密封容器内で飲料を処理する。.
システムには通常、以下のものが含まれる:予熱ゾーン、加熱ゾーン、保持ゾーン、冷却ゾーン、水循環ポンプ、熱交換器、温度センサー、コンベアシステム。.
この工程により、密封されたボトル内の微生物はすべて安全なレベルまで減少する。.

3.コンブチャ加工における低温殺菌装置(PU)
トンネル低温殺菌の効果は、低温殺菌単位(PU)で測定される。.
1 PU=製品を60℃で1分間保持すること。.
コンブチャの場合、典型的な目標値は以下の範囲である:穏やかな安定化のために5〜15PU、完全な貯蔵安定性のために15〜30PU。.
正確なPU目標は、残留酵母数、希望する保存期間、アルコール管理要件、流通温度条件、製品が「生」または「低温殺菌」ラベルのどちらであるかによって異なる。.
ペットボトル入りの市販の保存可能なコンブチャの多くは、15~25PUを目標としている。.
4.PETボトルの典型的なトンネル低温殺菌温度プロファイル
PETボトルは変形や崩壊を避けるため、徐々に加熱・冷却する必要がある。.
典型的な温度曲線は次のようなものだ:
予熱ゾーン:30~40℃、3~5分間
目的:熱衝撃の防止
加熱ゾーン:55~65℃で5~10分間
製品の芯温が徐々に上昇
保持ゾーン:60~62℃相当
要求されるPUを達成する
冷却ゾーン1:40~45
冷却ゾーン2:25-30°C
最終ボトル出口温度約30
PETボトルは高温(通常70℃以上)で軟化するため、急激な温度変化は避けなければならない。.
5.ペットボトルコンブチャの特別な注意点
5.1 ボトル強度
PET製の炭酸コンブチャには耐圧ボトルが必要。CO₂内圧と組み合わされた熱暴露は、弱い容器を歪ませる可能性がある。.
おすすめ耐熱PET設計、適切な肉厚、2.0~3.0体積CO₂に対する定格圧力
5.2低温殺菌前の炭酸化コントロール
トンネルに入る前にCO₂レベルが安定していること、残留発酵が予測可能であること、溶存酸素が最小であること。.
加熱中に酵母が過剰に活動すると、内圧が上昇する可能性がある。そのため、多くの生産者は充填前に軽い濾過を行い、酵母の負荷を軽減する。.
5.3 アルコール管理
米国のような市場では、コンブチャをノンアルコールと認定するには、アルコール度数0.5%以下に抑える必要がある。.
コンブチャが低温殺菌されていない場合、保存中に発酵が続くとアルコールが増加する可能性がある。.
トンネル低温殺菌は酵母の活動を止め、生産者が米国食品医薬品局(FDA)などの規制当局のコンプライアンスを維持するのに役立つ。.
6.コンブチャの微生物学的安全性
コンブチャは酸性(一般的にpH2.8~3.5)だが、それでも含まれることがある:野生酵母、酢酸菌、乳酸菌、充填環境からの汚染。.
トンネル低温殺菌は酵母の不活性化、発酵の停止、保存期間の延長、製品回収の削減。.
長距離や温暖な気候での商業的流通には、低温殺菌が強く推奨される。.
7.ペットボトル入りコンブチャのトンネル殺菌の利点
- 最終パッケージの安全性:ボトルは低温殺菌の前に密封されるため、後工程での汚染は起こらない。.
- 保存安定性:製品は再発酵することなく室温で保存できる。.
- アルコールコントロール:発酵を止め、アルコール度数の上昇を防ぐ。.
- 爆発ボトルのリスクを低減:イースト菌の活動を排除することで、圧力は安定したままです。.
- 大量生産に適しています:トンネル式低温殺菌機は、以下のような用途に設計できます:3,000本/時間、6,000本/時間、10,000本以上/時間
8.エンジニアリング設計の考慮事項
コンブチャ用のトンネル式殺菌機を設計する際には、以下の点を考慮する:生産能力、コンベヤーの速度と充填ラインの出力を合わせる。.
ボトルサイズ
一般的なPETサイズ:250ml、330ml、500ml、1L
水の消費量
システムには、熱回収による再循環スプレー水が含まれる。.
蒸気の必要量
プレート式熱交換器による蒸気加熱。.
自動化PLC制御システム温度記録、PU計算、アラームシステム、CIP洗浄サイクル。.

9.比較トンネル低温殺菌とフラッシュ低温殺菌の比較
| 項目 | トンネル殺菌 | フラッシュ殺菌 |
| プロセス・ロケーション | 充填後 | 充填前 |
| パッケージ治療 | はい | いいえ |
| 汚染のリスク | 低い | ミディアム |
| PETに最適 | はい | はい |
| 設備費 | より高い | 中程度 |
| 風味への影響 | わずか | わずか |
トンネル低温殺菌は、次のような場合に好まれます:保存安定性が必要な場合、輸出市場をターゲットにしている場合、アルコールへの適合が重要な場合。
フラッシュ殺菌は次のような場合に選択される:生菌マーケティングが不要で、充填環境が超衛生的な場合。.
10.トンネル殺菌はプロバイオティクスを破壊するか?
トンネル低温殺菌は、ほとんどの生きた培養液を不活性化します。.
コンブチャを “生 ”または “生きたプロバイオティクスを含む ”として販売しているブランドは、トンネル低温殺菌は適切ではありません。.
しかし、多くの大規模な商業コンブチャブランドは、生きた培養物よりも安定性を選択し、制御された形式で低温殺菌後のプロバイオティクスを添加することができる。.
11.一般的な運営上の課題
ボトルの変形
原因過度の加熱、弱いPET構造、高い内圧
解決策段階的な温度上昇と定圧ボトル。.
過剰殺菌
PUが高すぎると風味の低下、色の黒ずみ、茶葉の香りの低下
ソリューション正確なPU計算とデータロギング。.
不均一な加熱スプレー圧が適切でない、水の循環が悪い、コンベアの位置がずれている。
ソリューション:エンジニアリング検証と温度マッピング。.
12.トンネル殺菌によるPETコンブチャの推奨プロセスフロー
お茶の抽出
砂糖の溶解
発酵
成熟
ろ過(オプション)
炭酸調整
ペットボトル充填
キャッピング
トンネル低温殺菌
冷却
ラベリング
パッケージング
この構成により、製品の一貫性と長期保存が保証される。.
13.持続可能性に関する考察
最新のトンネル式低温殺菌機は、以下のような設計になっています:熱回収システム、多段階水再利用、断熱チャンバー、可変周波数駆動ポンプ、省エネスプレーノズル。.
エネルギーの最適化により、大容量のコンブチャ・プラントの運転コストが大幅に削減される。.
14.コンブチャに適したトンネル式殺菌機を選ぶには?
プロジェクトを計画する際、生産者は以下のことを明確にする必要がある:1日の生産量、ボトルのサイズと形状、必要なPU値、流通環境、炭酸度、規制要件、使用可能なスチームと水の容量、床面積。.
適切に設計されたトンネル式低温殺菌機は、PET包装の完全性を保護しながら、安全で安定したコンブチャ製品を保証します。.
トンネル低温殺菌は、ペットボトルを使用する業務用コンブチャ製造業者の中核技術となっている。温度プロファイルと低温殺菌ユニットを注意深く制御することで、メーカーは発酵を止め、アルコールコンプライアンスを維持し、ボトルの変形を防ぎ、保存安定性を保証することができる。.
生培養を排除する一方で、大規模流通に必要な運用信頼性を提供する。.
国内または国際市場をターゲットとする成長中のコンブチャブランドにとって、適切に設計されたトンネル低温殺菌システムへの投資は、単なるオプションではなく、品質保証と長期的なブランド保護のための戦略的決断である。.
新しいコンブチャ製造ラインを計画したり、既存のPET充填システムをアップグレードする場合、トンネル低温殺菌は工程設計における重要な安定化工程として評価されるべきである。.



編集者:デイジー
[email protected]

