Поскольку мировой спрос на комбучу продолжает расти, производители сталкиваются с критической проблемой: как обеспечить микробиологическую стабильность, сохранив при этом вкус, газированность и функциональные свойства, определяющие продукт. Для крупных производств, использующих ПЭТ-бутылки, туннельная пастеризация стала одним из самых надежных и масштабируемых решений.
В этой статье представлен полный обзор туннельной пастеризации для комбучи, разлитой в ПЭТ-бутылки, включая принципы процесса, температурный контроль, соображения безопасности продукта и лучшие инженерные практики.
1. Зачем пастеризовать комбучу после розлива в ПЭТ-бутылки?
Комбуча - это ферментированный чайный напиток, получаемый путем ферментации подслащенного чая с помощью SCOBY (симбиотической культуры бактерий и дрожжей). Даже после первичной ферментации остаточные дрожжи и бактерии остаются активными в готовом напитке.
Если разливать комбучу в бутылки без стабилизации, может возникнуть несколько проблем: Продолжение брожения в упаковке, чрезмерное производство CO₂, чрезмерное карбонизирование и деформация бутылок, дрейф вкуса, повышение содержания алкоголя сверх допустимых норм, нестабильность микроорганизмов во время распространения.
Для упаковки в ПЭТ-бутылки это особенно важно, поскольку ПЭТ обладает меньшей термостойкостью и структурной прочностью по сравнению со стеклом.
Туннельная пастеризация - это контролируемый способ стабилизации продукта после розлива и герметизации, обеспечивающий стабильный срок хранения и безопасность.
2. Что такое туннельный пастеризатор?
Туннельный пастеризатор - это система непрерывной термической обработки, используемая после розлива. Запечатанные бутылки проходят через несколько зон распыления с регулируемой температурой внутри длинной камеры из нержавеющей стали.
В отличие от флэш-пастеризации (при которой продукт нагревается перед розливом), при туннельной пастеризации напиток обрабатывается внутри конечного герметичного контейнера.
Система обычно включает в себя: Зоны предварительного нагрева, Зоны нагрева, Зоны выдержки, Зоны охлаждения, Насосы рециркуляции воды, Теплообменники, Датчики температуры, Конвейерная система.
Этот шаг гарантирует, что все микроорганизмы внутри герметичной бутылки сократятся до безопасного уровня.

3. Пастеризационные установки (ПУ) в производстве комбучи
Эффективность туннельной пастеризации измеряется в единицах пастеризации (ЕП).
1 PU = выдержка продукта при 60°C в течение 1 минуты.
Для комбучи типичные целевые значения варьируются в диапазоне: 5-15 PU для мягкой стабилизации, 15-30 PU для полной стабильности на складе.
Точное значение ПУ зависит от: количества остаточных дрожжей, желаемого срока хранения, требований к контролю алкоголя, температурных условий реализации, маркировки продукта “сырой” или “пастеризованный”.
Большинство коммерческой комбучи в ПЭТ-бутылках рассчитаны на 15-25 ЕД.
4. Типичный профиль температуры туннельной пастеризации для ПЭТ-бутылок
ПЭТ-бутылки требуют постепенного нагрева и охлаждения, чтобы избежать деформации или разрушения.
Типичная температурная кривая может выглядеть следующим образом:
Зона предварительного нагрева: 30-40°C в течение 3-5 минут
Назначение: предотвращение теплового удара
Зона нагрева: 55-65°C в течение 5-10 минут
Температура ядра изделия постепенно повышается
Зона выдержки: 60-62°C эквивалентная выдержка
Достижение требуемого ПУ
Зона охлаждения 1: 40-45°C
Зона охлаждения 2: 25-30°C
Конечная температура на выходе из бутылки: Приблизительно 30°C
Следует избегать резких перепадов температуры, поскольку ПЭТ-бутылки размягчаются при высоких температурах (обычно выше 70°C).
5. Особые указания по приготовлению комбучи в ПЭТ-бутылках
5.1 Прочность бутылки
Газированная комбуча в ПЭТ требует бутылок, устойчивых к давлению. Тепловое воздействие в сочетании с внутренним давлением CO₂ может деформировать слабую тару.
Рекомендуется: Термостойкий полиэтилен, достаточная толщина стенок, номинальное давление 2,0-3,0 объема CO₂.
5.2Контроль карбонизации перед пастеризацией
Перед тем как войти в туннель: Уровень CO₂ должен быть стабильным, Остаточное брожение должно быть предсказуемым, Растворенный кислород должен быть сведен к минимуму.
Избыточная активность дрожжей при нагревании может повысить внутреннее давление. Поэтому многие производители проводят легкую фильтрацию перед розливом, чтобы снизить дрожжевую нагрузку.
5.3 Управление алкоголем
На таких рынках, как США, комбуча должна быть менее 0,5% ABV, чтобы считаться безалкогольной.
Если комбуча не пастеризована, продолжающееся брожение во время хранения может привести к увеличению количества алкоголя.
Туннельная пастеризация останавливает активность дрожжей, помогая производителям соответствовать требованиям таких регулирующих органов, как Управление по контролю качества пищевых продуктов и лекарственных средств США.
6. Микробиологическая безопасность комбучи
Несмотря на то, что комбуча является кислой (обычно pH 2,8-3,5), в ней могут содержаться: Дикие дрожжи, уксуснокислые бактерии, молочнокислые бактерии, загрязнения из среды розлива.
Туннельная пастеризация обеспечивает: инактивацию дрожжей, прекращение брожения, увеличение срока годности, сокращение отзыва продукции.
Для коммерческого распространения на большие расстояния и в теплом климате настоятельно рекомендуется пастеризация.
7. Преимущества туннельной пастеризации для комбучи в ПЭТ-бутылках
- Безопасность конечной упаковки: Поскольку бутылки запечатываются перед пастеризацией, загрязнение после процесса исключено.
- Стабильность при хранении: Продукты могут храниться при комнатной температуре без реферментации.
- Контроль алкоголя: Брожение останавливается, предотвращая повышение ABV.
- Снижение риска взрыва бутылок: благодаря отсутствию дрожжевой активности давление остается стабильным.
- Подходит для крупносерийного производства: Туннельные пастеризаторы могут быть рассчитаны на: 3,000 бутылок/час; 6,000 бутылок/час; 10,000+ бутылок/час
8.Конструкторские соображения
При проектировании туннельного пастеризатора для комбучи учитывайте следующее: Производственная мощность, скорость конвейера должна соответствовать производительности линии розлива.
Размер бутылки
Распространенные размеры ПЭТ: 250 мл, 330 мл, 500 мл, 1 л.
Потребление воды
Система включает рециркуляцию распыляемой воды с рекуперацией тепла.
Потребность в паре
Нагрев пара через пластинчатые теплообменники.
Автоматизированная система управления PLC с: Регистрация температуры, Расчет ПУ, Сигнализация, Цикл безразборной мойки.

9. Сравнение: Туннельная пастеризация против флэш-пастеризации
| Артикул | Туннельная пастеризация | Флэш-пастеризация |
| Расположение процесса | После заполнения | Перед заполнением |
| Пакетное лечение | Да | Нет |
| Риск загрязнения | Низкий | Средний |
| Подходит для ПЭТ | Да | Да |
| Стоимость оборудования | Выше | Умеренный |
| Влияние на вкус | Немного | Немного |
Туннельная пастеризация часто является предпочтительной, когда: требуется стабильность хранения, нацеленность на экспортные рынки, соответствие алкогольным требованиям.
Флеш-пастеризация может быть выбрана, когда: Не требуется маркетинг живых культур, среда розлива является ультрагигиеничной.
10. Уничтожает ли туннельная пастеризация пробиотики?
Да. Туннельная пастеризация инактивирует большинство живых культур.
Если бренд рекламирует комбучу как “сырую” или “содержащую живые пробиотики”, туннельная пастеризация не подходит.
Однако многие крупные коммерческие бренды комбучи предпочитают стабильность живым культурам и могут добавлять пробиотики после пастеризации в контролируемых форматах.
11. Общие оперативные задачи
Деформация бутылки
Вызвано: Чрезмерный нагрев, слабая структура ПЭТ, высокое внутреннее давление
Решение: Постепенное повышение температуры и бутылки под давлением.
Чрезмерная пастеризация
Слишком высокий уровень ПУ может вызвать: Потеря вкуса, Потемнение цвета, Уменьшение аромата чая
Решение: Точный расчет ПУ и регистрация данных.
Неравномерный нагрев из-за: Неправильное давление распыления, Плохая циркуляция воды, Перекос конвейера
Решение: Инженерная проверка и составление температурных карт.
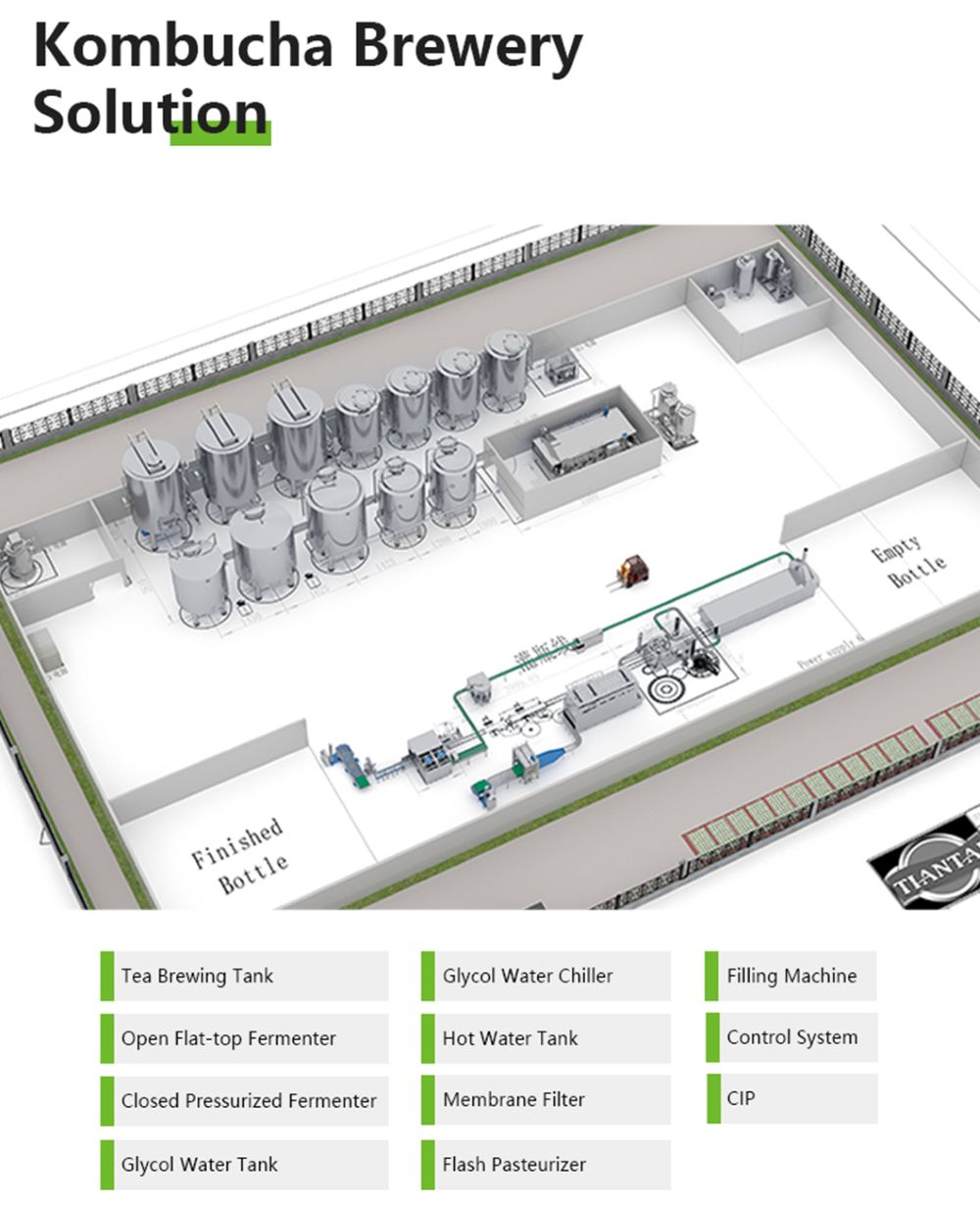
12. Рекомендуемый технологический процесс приготовления комбучи в ПЭТ с туннельной пастеризацией
Экстракция чая
Растворение сахара
Ферментация
Созревание
Фильтрация (опционально)
Регулировка карбонизации
Розлив в ПЭТ-бутылки
Укупорка
Туннельная пастеризация
Охлаждение
Маркировка
Упаковка
Такая конфигурация обеспечивает постоянство продукта и длительный срок хранения.
13. Соображения устойчивости
Современные туннельные пастеризаторы имеют: Системы рекуперации тепла, Многоступенчатое повторное использование воды, Изолированные камеры, Насосы с частотно-регулируемым приводом, Энергосберегающие распылительные форсунки.
Оптимизация энергопотребления значительно снижает эксплуатационные расходы на высокопроизводительных заводах по производству комбучи.
14. Как выбрать правильный туннельный пастеризатор для комбучи?
При планировании проекта производители должны определить: Суточный объем производства, Размер и форма бутылки, Требуемое значение ПУ, Условия распространения, Уровень карбонизации, Нормативные требования, Доступная мощность пара и воды, Площадь помещения.
Правильно спроектированный туннельный пастеризатор обеспечивает безопасную, стабильную и соответствующую требованиям продукцию комбуча, защищая целостность ПЭТ-упаковки.
Туннельная пастеризация стала основной технологией для коммерческих производителей комбучи, использующих ПЭТ-бутылки. Тщательно контролируя температурные режимы и пастеризационные установки, производители могут остановить брожение, сохранить соответствие алкоголю, предотвратить деформацию бутылок и гарантировать стабильность хранения.
Исключая живые культуры, он обеспечивает эксплуатационную надежность, необходимую для крупномасштабной дистрибуции.
Для растущих брендов комбучи, нацеленных на национальные или международные рынки, инвестиции в правильно спроектированную систему туннельной пастеризации - это не просто вариант, а стратегическое решение для обеспечения качества и долгосрочной защиты бренда.
Если вы планируете новую линию по производству комбучи или модернизируете существующую систему розлива в ПЭТ, туннельная пастеризация должна рассматриваться как критически важный этап стабилизации при разработке технологического процесса.



Отредактировано Дейзи
[email protected]

